无需长篇大论,观看【三山】(当地)不锈钢焊管,薄壁焊管质量检测视频,让你瞬间爱上我们的产品。
以下是:【三山】(当地)不锈钢焊管,薄壁焊管质量检测的图文介绍
松润金属材料有限公司本着“【三山316L不锈钢复合板、】品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的【三山316L不锈钢复合板、】产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;广纳博交的企业精神,愿与社会各界朋友精诚合作,共创美好家园!
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")
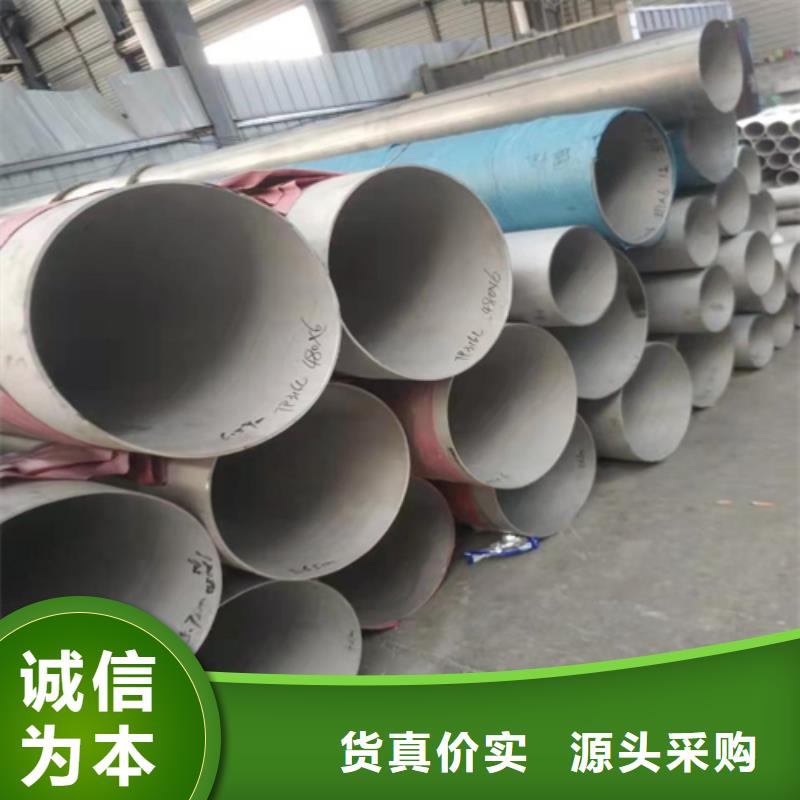
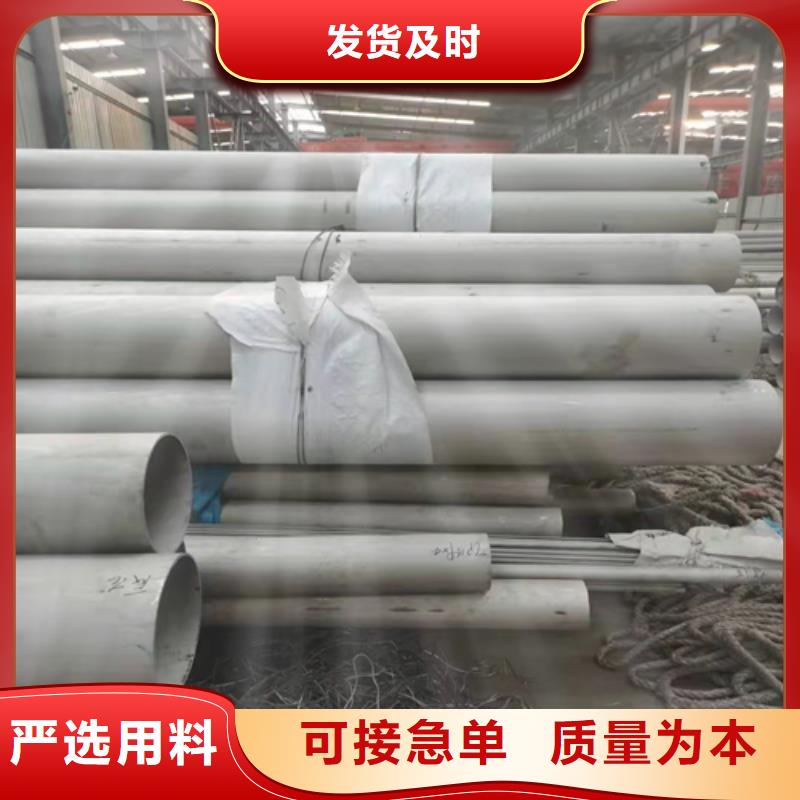
三山松润金属材料有限公司专业生产销售各种材质规格三山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")
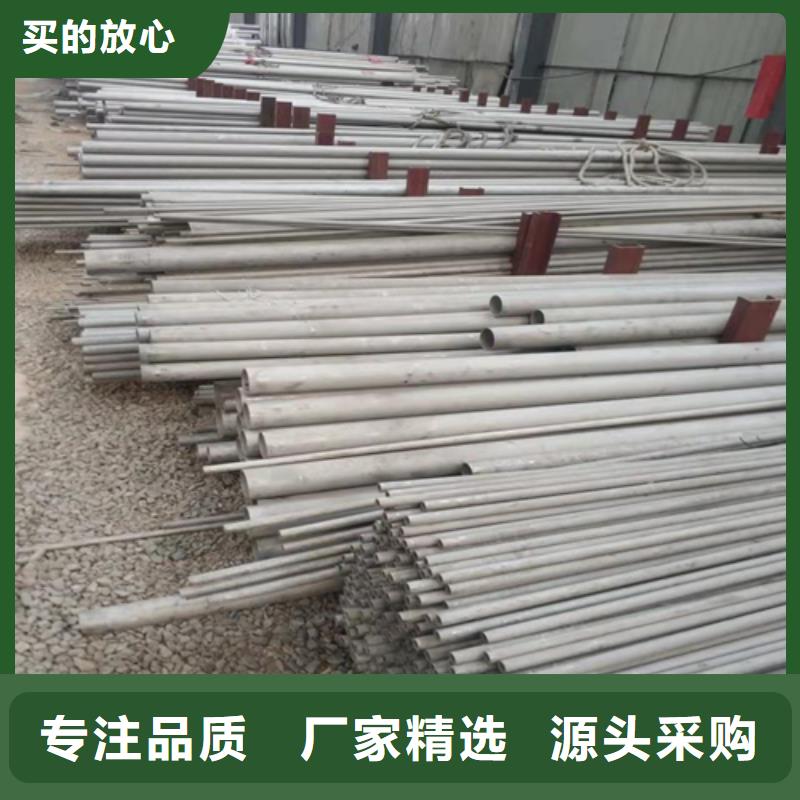
三山松润金属材料有限公司专业生产销售各种材质规格三山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,三山不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。低压流体输送?镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称?管。是?于输送?、煤?、空?、油及取暖蒸汽、暖?等?般较低压?流体或其他?途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格?公称?径(mm)表?,公称?径是内径的近似值。习惯上常?英?表?,如11/2 等。.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平?的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")
三山松润金属材料有限公司专业生产销售各种材质规格三山不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")
不锈钢焊管,薄壁焊管质量检测")




 扫一扫
扫一扫